





Description
Motorised roller conveyors are systems designed for the automatic and continuous transport of wood, finished products or heavy loads, ensuring smooth and controlled flow across demanding industrial lines. They offer a robust and reliable solution for short- to medium-distance material movement, especially in applications where structural strength and productivity are critical.
Function of motorised roller conveyors
These conveyors are designed to guarantee a continuous, stable and predictable flow of materials between different stages of the production process. Through motorised drive, the rollers ensure synchronised load movement, improving the connection between machines, work zones, accumulation areas and dispatch points.
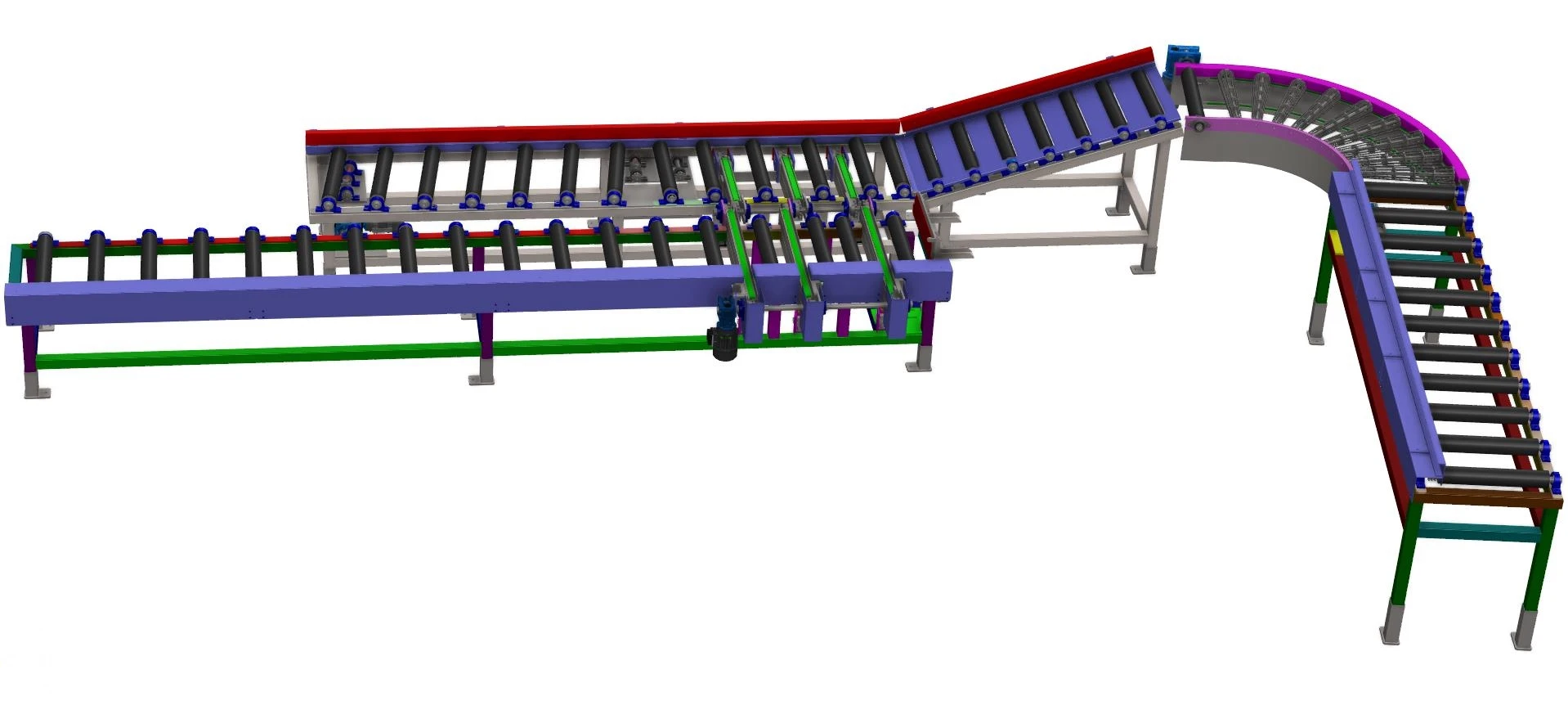
Straight and curved configurations
Motorised roller conveyors can be configured in straight or curved versions, easily adapting to complex industrial layouts. This versatility allows them to follow the required route within the facility, bypass obstacles and optimise available space without compromising transport stability.
By combining straight and curved modules, it is possible to create continuous transport lines that connect multiple production points with high efficiency.
Modular structure and material adaptability
Thanks to their modular construction, these conveyors can be customised according to the dimensions, weight and characteristics of the material being transported. Width, length, roller spacing and roller surface type can all be defined based on the specific requirements of each project.
This type of solution is suitable for both continuous flow applications and controlled accumulation systems, always maintaining high reliability and low maintenance needs.
Integration into automated or semi-automated lines
Motorised roller conveyors can be integrated into fully automated lines or semi-automated systems, acting as an essential link between production machines, inspection stations, palletising areas and dispatch zones. Speed, accumulation control and transport sequencing can be fully coordinated with other system components, ensuring efficient and well-structured internal logistics.
Robust construction and low maintenance
Manufactured by Irmach and marketed under the Bartly brand, motorised roller conveyors stand out for their structural robustness, durability and ability to operate continuously in demanding industrial environments. All mechanical and drive components are selected to ensure long service life, easy maintenance and maximum operational availability.
Advantages of Bartly motorised roller conveyors
Integrating motorised roller conveyors into industrial operations offers numerous benefits:
- Continuous and controlled transport of wood, finished products or heavy loads.
- Adaptability to complex layouts, with both straight and curved configurations.
- Easy integration into automated or semi-automated production lines.
- Modular structure adjustable to load dimensions and weight.
- Reduced manual handling and improved working conditions.
- Low maintenance requirements and long-term reliability.
- Custom-built solutions designed to optimise internal logistics and productivity.
Frequently asked questions about motorised roller conveyors
What type of materials can be transported on motorised roller conveyors?
These conveyors are suitable for transporting wood, finished products, packaging, pallets and other heavy or rigid-based loads, ensuring stable and controlled movement throughout the process.
Can straight and curved modules be combined within the same system?
Yes. The modular construction allows straight and curved sections to be combined within a single circuit, adapting the conveyor path to the facility layout and internal logistics needs.
Do motorised roller conveyors require extensive maintenance?
No. When properly designed and installed, these systems require minimal maintenance and are built to operate continuously with high reliability.
Are these conveyors always custom-built?
Yes. Each system is engineered by Irmach according to load type, dimensions, available space, desired capacity and automation level, ensuring a solution tailored to the client’s real operating environment.